- Home
- News
Company News
Related News
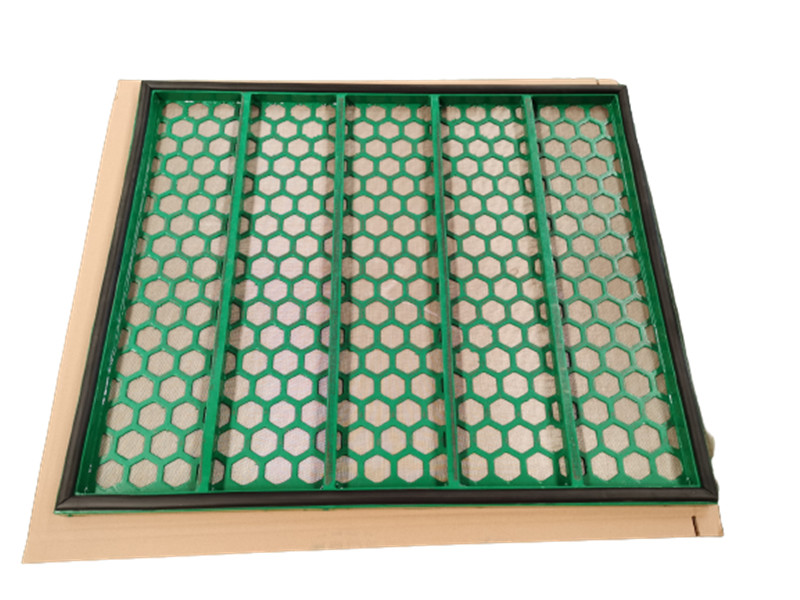
4×5/B40 Shaker Screen for Enhanced Oilfield Equipment Performance
By:Admin on 2026-01-19 02:46:47
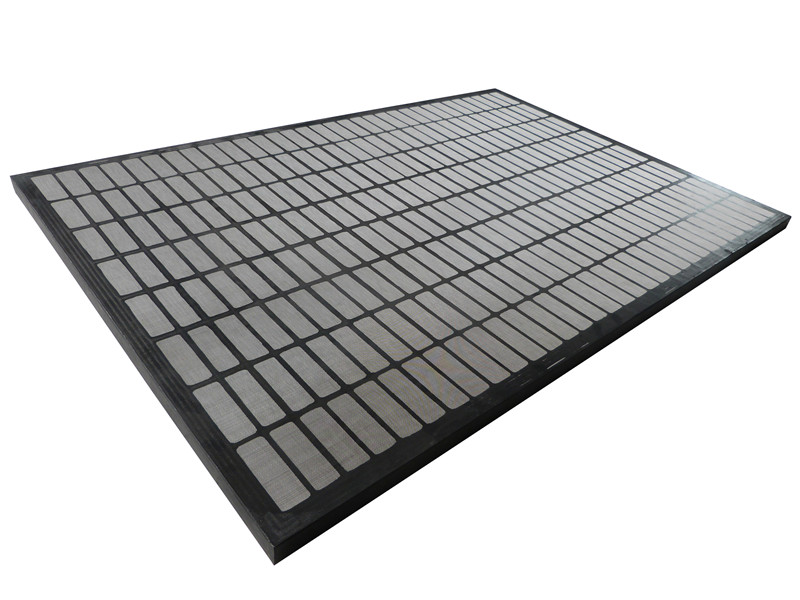
High-Quality BEM-650 Oil Shale Shaker Screen for Efficient Drilling
By:Admin on 2026-01-05 02:38:36